Composters are increasingly challenged by the need to accept food waste, conform to more complex regulations, and meet higher odor control standards. A well-designed forced aeration composting system can provide a powerful tool to enable operators to meet these requirements.
Composters understand that composting is an aerobic process; a process that relies on air-breathing, oxygen-consuming microbes to stabilize putrescible feedstocks. But what is generally not understood is the relationship between process conditions (temperature, oxygen, pH, etc.) and composting efficiency, and even why process efficiency is an important consideration. Other industries that rely on bio-oxidation, such as wastewater treatment, use science-based design standards and a keen focus on process conditions to maintain specific minimum processing rates, or efficiencies. Peer-reviewed compost science clearly demonstrates how process conditions enable efficient bio-oxidation when optimized and inhibit bio-oxidation when not optimized. Optimized process conditions drive faster composting while generating minimal odors and other regulated air emissions. The keys to designing a successful forced aeration system are first understanding the process efficiency required, and second, providing an adequate system.
At commercial scale, only a well-engineered forced aeration system can sustain the process conditions that produce efficient composting. When airflow is insufficient, composting becomes inhibited by a combination of high temperature, low oxygen availability, and often by prolonged low pH. During active composting the airflow required to sustain even semi-optimized process conditions can easily be 100X higher than a passive/convective aeration method can deliver. It is not that passively aerated (turned windrow and static pile) or poorly aerated methods do not make compost, they are just much less efficient (slower) and generate more odorous gasses. A well-engineered forced aeration system minimizes these inhibitions by uniformly supplying plenty of air when necessary. The key design criteria of a forced aeration system include the rate of airflow (cfm/cy of compost), the uniformity of airflow through the whole pile, and the ability to intelligently adjust the airflow to control temperatures early in the process. A discussion of aeration system design standards is found in Section 4.
Forced aeration composting systems come in many configurations and vary greatly in ability to sustain optimal process conditions. The most common configuration is an Aerated Static Pile (ASP), followed by In-Vessel and Aerated Turned Pile (ATP) systems. Additionally, the aeration system itself can deliver airflow in various modes: positive (bottom up), negative (top down), reversing (alternating direction) and/or recirculating. However, neither the configuration nor the airflow mode indicate the quality of the composting system. Clearly not all composting requires fully optimized process conditions.
But it is also true that the root cause of many compost facility failures has been due to a lack of understanding of, and an inability to control, process conditions.
A forced aeration system can provide adequate cooling to maintain temperatures throughout the majority of the pile that enable aerobic bacteria to efficiently bio-oxidize feedstocks while minimizing the creation of odorous compounds.
Compared to either turned windrow or static pile methods, forced aeration enables more tons of feedstock per acre to compost due to the combination of faster processing times and the ability to aerate extended bed piles. This can significantly reduce contact water management issues.
Many composting processes are inhibited by drying. The relatively short retention time in an effective forced aeration composting system reduces over-drying. Starting with a well-moistened mix, active composting finishes before moisture loss significantly inhibits composting. The pile can be top wetted and re-mixed between active and curing composting to uniformly increase moisture levels and consume captured contact water.
A static aerated system with automated control and monitoring requires no operator intervention and only 72 hours at or above 131⁰F to achieve PFRP, whereas a turned windrow system requires 5 turns in 15 days and numerous manual temperature readings.
Compared to a typical turned windrow system, ASP composting uses much less diesel (more electricity but still less total energy).
Compared to a typical turned windrow system, ASP composting reduces material handling, equipment maintenance, and manual pile monitoring.
Active composting can be likened to low temperature combustion, where the carbon-based fuel is the bio-available fraction of the feedstock and oxidized to produce CO2, water and heat. The process of bio-oxidation consumes oxygen and the heat generated raises the temperature. Without forced aeration to limit temperature rise and to resupply oxygen, the bio-oxidation process becomes inhibited (inefficient), and conditions promote anaerobic oxidation pathways that give rise to strong odors. An efficient composting process rapidly consumes bio-available carbon and produces heat, which in turn requires more airflow to avoid thermal inhibition. This is the fundamental reason high airflow aeration systems are required to sustain efficient composting of energetic feedstocks (specific aeration rates are discussed in Section 4).
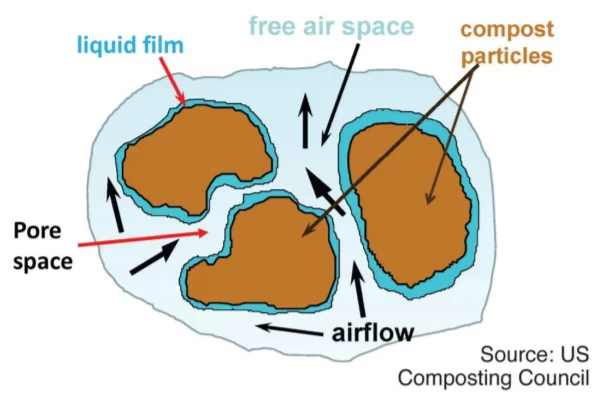
The interdependent effects of temperature and oxygen levels play a key role in determining composting efficiency. To understand this phenomenon we need to look at where the aerobic bacteria reside and the impact temperature has on both oxygen solubility and the selection and efficiency of aerobic bacteria.
Assuming a Best Management Practice (BMP) feedstock mix (see ECS White Paper: BMPs for High Nitrogen Feedstocks) of source-separated organics, Table 1 presents typical average process conditions (temperature and oxygen levels) and the likely outcomes (odor and stability) for three different general aeration rates and for a passively aerated process.
| Aeration Capacity | High | Moderate | Low | Passive |
| Temps Day 2-4 | 30-45°C | 45-80°C | 60-80°C | >70°C |
| Temps day 5-14 | 55-75°C | 40-75°C | 70-85°C | >70°C |
| Temps Day 15-30 | 40-55°C | 40-55°C | 65-80°C | 50-65°C |
| Avg Oxygen Levels | >18% | >15% | 3-12% | 0-3% |
| Odor Emissions1 | Very Low | Low | High | High2 |
| Typical Solvita© Day 30 (stability) | 6 | 5 | 3-4 | 3-4 |
Notes:
1. Uncontrolled odor emissions measured before before biofilter capture/control;
2. Especially when piles are broken down/moved
As elaborated previously, the key performance indicator of a forced aeration system’s efficiency is its ability to maintain target temperature ranges throughout the pile. In addition to the peak aeration capacity (maximum ability to remove heat), the temperature uniformity throughout the pile also determines composting efficiency. Horizontal uniformity is largely controlled by how evenly air is distributed. The vertical uniformity is largely determined by the aeration mode (positive, negative, reversing, or recirculating). The aeration system designer should understand how biology, thermodynamics and mechanical design combine to determine the overall performance of an aeration system.
It has been common for aeration system designers to focus on oxygen levels as a key metric. But the fact is that much more airflow is required to remove the heat from the composting process than is required to supply metabolic oxygen. The result is that any aeration system that provides reasonable cooling (high or moderate capacity) will also supply surplus oxygen. Only low capacity aeration systems and passive piles are inhibited by low average oxygen levels.
The heat generation rate in a composting cycle generally starts low, rapidly increases as temperatures rise, and then eventually decreases as the bio-available carbon is oxidized. But even without any other inhibiting factors (pH, lack of moisture, etc.), the real-time heat generation during composting is highly variable as different groups of microbes become active or inhibited. A smart aeration system should respond by modulating airflow to maintain temperatures inside the target range. Table 2 provides example peak airflow capacities for High and Moderate aeration systems. A useful measure of airflow is cubic feet of air delivered per minute per cubic yard of compost (cfm/cy). The suggested peak airflow rates in Table 2 are “rules of thumb” to manage peak heat generation, and should not be construed as a constant airflow rate. There is tremendous variability in feedstocks of the same general description. The best way to determine the actual airflow to achieve desired process conditions is to compost the actual feedstocks in the pilot system.
| High Capacity | Moderate Capacity | |
| Green Waste | 3-6 CFM/CY | 3-4 CFM/CY |
| 10% Food Waste+ Green Waste | 6-10 CFM/CY | 4-6 CFM/CY |
| 30% Food Waste + Green Waste | 10-15 CFM/CY | 6-8 CFM/CY |
As mentioned in Section 2.0, forced aeration systems can embody several airflow modes. The most common and simplest design is positive (bottom up) aeration. Once a negative (top down) or recirculating element is added, the design becomes complicated by condensate, corrosion management, and lower density air. However, negative aeration is generally superior and best-suited for controlling air emissions compared to positive aeration. And compared to any single direction aeration static pile mode, a well-engineered reversing or recirculating system will significantly reduce vertical temperature stratification (cold where ambient air enters the pile and hot where air exhausts). While these latter two options add complexity, semi-uniform pile temperatures are key to high efficiency composting.
The three common configurations of composting piles: standalone, extended (or mass-bed) and bunker are shown in Figure 2. The pile volume should be designed to accommodate a batch of materials that can be mixed together and placed on aeration over the span of no more than a few days. The depth, length, and width of the piles are constrained by a number of design factors. To maximize efficiency, the pile’s depth should be limited to minimize the compression force impacting the porosity of the pile and therefore the effectiveness of a forced aeration system. Typical pile depths at large-scale facilities range from seven to nine feet for primary composting and up to 11 feet for secondary composting of dryer, less dense, and less active materials.



As noted in Section 2.0, all forced aeration systems have an aeration floor, an aeration distribution system to deliver the air to the aeration floor, and some means of controlling the airflow. These elements should be sized and designed to achieve the target composting efficiency while economizing electrical fan power and operator labor. Good fundamentals should be understood and practiced whether designing the forced aeration components of a Basic ASP, or a fully engineered Advanced ASP, In-Vessel, or ATP system. These design fundamentals are discussed in references 4, 5, 6, and 7.
Basic ASPs can be assembled with little engineering knowledge using standard parts available from mechanical supply houses. They are suitable for composting facilities that have some combination of the following characteristics: a modest throughput, a location that is not odor sensitive, and a nonchallenging feedstock. An example of a Basic ASP with standalone piles is shown in Figure 3. The “On-Farm Composting Handbook” (reference 7) provides design guidelines for these systems. A Basic ASP uses non-fixed pipe-on-grade (POG) aeration floor that are simply connected to small blowers providing positive aeration. The POG floor, while relatively inexpensive to purchase, is the weakest link in this approach. POG’s tend to be labor and maintenance intensive, pose significant complications when used in negative aeration, limit aeration floor size that can be well aerated, and are prone to being damaged. Ideally, the airflow rate should be varied to achieve PFRP time and temperature goals (typically >131°F for 72 hours) while also providing adequate cooling measures to keep temperatures below the levels of thermal inhibition (these two goals can be in conflict at times). In a basic ASP airflow rates are usually adjusted manually in response to manual temperature measurements and/or experience. The means of adjustments are often an inlet damper on the blower, or an on/off duty cycle timers controlling the blower motor.

When the composting efficiency and environmental control requirements exceed the capability of a Basic ASP, an Advanced ASP should be employed. A well-designed Advanced ASP will be able to maintain temperatures and oxygen levels in the majority of the piles essential to minimizing air emissions and maximizing composting rates. This requires the designer to have a full understanding of air handling design including: air conditions (temperature, density, etc.), required airflow rates, friction losses, flow modelling and the application of automated controls. The common design characteristics of an Advanced ASP include a dynamic range of aeration rates that are automatically controlled based on temperature feedback (biological activity) and a robust aeration floor where all mechanical elements are embedded and below-grade. The aeration floor warrants special attention as it has a major impact on both the biological and operational efficiencies of the composting operation, in addition to being both permanent and expensive to construct. The aeration mode can be positive, negative (best odor control), or reversing (maximum composting rates). Biofilters are required with negative and reversing aeration systems to scrub the hot exhaust air. Automated pile surface irrigation can be added to any of the aeration modes to further minimize air emissions and facilitate re-wetting at the end of the cycle. Figure 4 shows an example of an Advanced ASP with a mass bed. In this example, centralized fans provide reversing aeration to a number of separate below-grade aeration floors.

Efficient composting requires the appropriate thermal, chemical, and biological conditions in the pile. The two keys to fast and low odor composting are a BMP feedstock mix (discussed in ECS White Paper: BMPs for High Nitrogen Feedstocks) and a forced aeration system that effectively cools and oxygenates the entire composting mass. Like a well-designed wood stove, the right fuel/air mix in composting provides a clean conversion of biomass into CO2, water and heat – while emitting very little else. It is no wonder that forced aeration compost systems are growing in popularity as the composting industry is asked to handle more challenging feedstocks while complying with more stringent regulations.
We want to learn more about your project goals. Call or email us to get started.
