Composters in the US have been converting biosolids into a Class A product since at least the 1980’s when the EPA developed regulations governing the process (EPA section 503). The scientific community established and EPA published the virtues of producing a Class A biosolids compost (EPA biosolids use). In 1993 R.T. Haug published “The Practical Handbook of Compost Engineering” that thoroughly elaborates the scientific and engineering principles that apply to the practice of composting biosolids. Despite these sources, and many other publications, there are still information gaps that hamper the practice of composting biosolids. This is in part due to the inherent uniqueness of each compost facility (location, feedstocks, economics, etc.) and in part due to technical nature of compost process science and engineering. In this text, we attempt to bridge this gap by addressing a series of key practical considerations from both the technical and operational perspectives.
Biosolids are the nutrient-rich organic material that results from wastewater treatment. Although sometimes used interchangeably with “sewage sludge,” for the purposes of this article biosolids will refer to sewage sludge that have undergone a primary treatment step such as anaerobic or aerobic digestion, and dewatering. The resulting biosolids contain important nutrients such as such as carbon, nitrogen and phosphorous. But recovering these nutrients presents some challenges.
Waste water from our communities flows into centralized treatment plants. These plants use various steps and technologies, but include a version of the following:
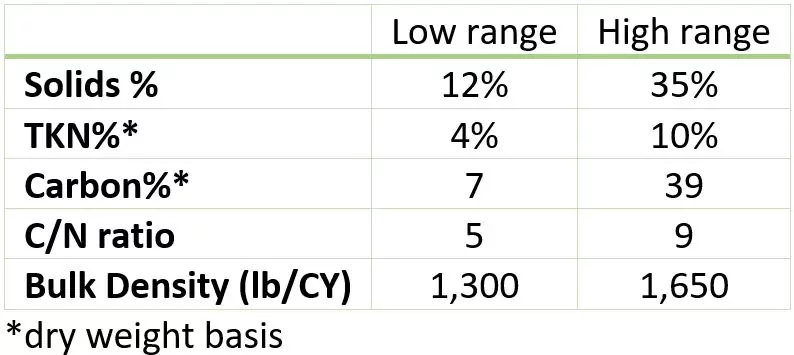
The solids dewatering processes can include centrifuges, belt presses, or screw presses. The local solids composition, treatment steps and dewatering technology all impact both the physical and chemical properties of the resulting biosolids. The table below shows a range of common values we’ve seen:
In 40 CFR Part 503, the EPA created two broad categories of sewage sludge which has been processed into biosolids: Class B and Class A.
Class B biosolids are partially processed to reduce pathogens, but still have stringent restrictions on where and when they can be land-applied to reduce pathogen risk to human and animal life. For sewage sludge to meet the requirements of Class B biosolids, it must either be processed according to the Process to Significantly Reduce Pathogens (PSRP), or be tested to confirm it has met the PSRP requirement of less than 2 million colony-forming units (CFU) of fecal coliform per gram of biosolids (dry-weight basis). The requirements of PSRP may be met by aerobic digestion, anaerobic digestion, air drying, composting, or lime stabilization.
The land-application of Class A biosolids is less restricted, as Class A biosolids must be further processed according to the Process to Further Reduce Pathogens (PFRP), or be tested to confirm the PFRP requirements are met with fecal coliforms less than 1,000 colony-forming units per gram total solids (dry-weight basis). Acceptable PFRP processes include composting, heat drying, heat treatment, thermophilic aerobic digestion, beta ray or gamma ray irradiation, and pasteurization.
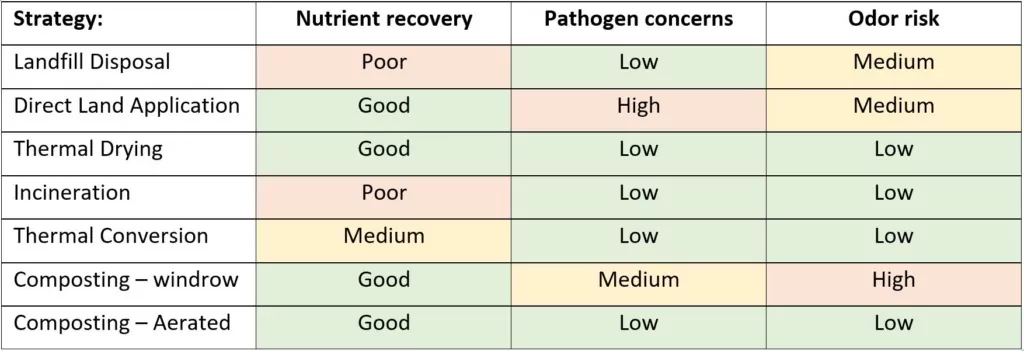
Historically, communities disposed biosolids disposed of directly into the ocean, which caused significant environmental damage from the high nutrient content. This awareness led to a ban on ocean disposal of biosolids in the U.S. Current common biosolids management options include landfill disposal, direct land application, thermal drying, incineration, thermal conversion (gasification, pyrolysis), unaerated windrow composting, and aerated composting.
With many approaches available and every situation slightly unique, engineers generate waste-water treatment plant master plans to identify long term strategies for managing the solids.
Since different regions have different priorities, there is no such thing as a one-size fits all approach for planning. However, different technologies offer differ advantages and disadvantages. The table below discusses some key topics. In addition, factors such as capital cost, operational cost, sustainability, risk, end markets, and others should be included in the decision-making process.
Biosolids are dense, wet, have a low C/N ratio and typically have a high nitrogen content. To create a compostable biosolids mix, the operator should mix with something porous, relatively dry, and high carbon to improve Best Management Practice (BMP) compliance. (ECS white paper on feedstock BMP’s ). BMP compliant mixes tend to compost more rapidly and with less odor.
Biosolids composters have tried a very wide range of amendments including, but limited to rubber tire chips, rice hulls, bagasse, sawdust, wood chips, shredded paper, corn stover, yard waste, etc. all with varying degrees of success. While it is possible to combine a range of unusual amendments to create a near BMP mix, and the creative use of some amount of alternate amendments can decrease the amount of more costly amendments needed, ground wood is pretty much the only standalone amendment that can create a BMP mix. This article provides a broad range study of specific amendments and their effectiveness.
When evaluating amendments, the three characteristics to keep in mind are: structural resiliency, bioavailability of carbon, and moisture absorption.
Structural resiliency is required to prevent the compressive weight of the pile from collapsing the pore space between the particles. More structurally resilient amendment prolongs the adequate pore space will be maintained in a static compost system. Building a shallower pile and increasing the frequency of mix agitation offer tools for low structural rsiliencey mixes. On the other hand, factors such as deeper piles, high odor sensitivity, and passive or low aeration rates require more structural integrity. Ground wood with a range of particle sizes (the larger particles provide most of the porosity) will generally provide good structural integrity, so have nut shells. Materials like straw, rice hulls and fine saw dust do not contribute much structural integrity to a mix. Dr. Tom Richards has published well-informed papers on this subject (reference paper).
When we talk about the bioavailability of carbon, we are referring to how available the carbon for bio-oxidation by the aerobic bacteria during active composting (typically the first 3 weeks). Much of the plant-based carbon is in the form of lignocelluloses (reference paper) which can be broken down over a period of months by a broad spectrum of fungi and bacteria to form humic compounds; too slowly to significantly add to the active phase bioavailability of carbon. Fortunately, all ground plant material has some available carbon on the surfaces of the particles, but it is not all equal to the microbes. The fresher the material and the finer the particle size, the more bioavailable carbon tends to be present. For example, a freshly chipped tree provides much more bio-available carbon than a sun-weathered and chipped pallet. Chipped or shredded wood offers much more structure than paper or leaves.
Additionally, for some modern anaerobic digestion processes, very little volatile solids (VS) remain in the biosolids. Since these volatile solids are food for microorganisms, low VS can result in slower bio-oxidation. To counteract this, amendment with more bio-available carbon (ie the freshly chipped tree) works well. A superbly digested biosolids and low VS woody biomass may struggle to heat up and achieve PFRP temperatures. If your mix struggles to heat up or smells of ammonia, either look for some fresher wood to grind or possibly some finer sawdust.
The water holding capacity of biosolids is very high; and a mix of biosolids and overly moist amendments will fill many of the pore spaces with water which inhibits the exchange of gases at the film layer. For this reason, the most basic calculation of a biosolids and amendment mix is to design a desirable moisture level (the inverse of the solids content). We assume the amendment will be dry and absorbent enough to tie up the excess water. But the moisture content of the amendment alone does not tell us what its water holding capacity will be; a piece of 2×4 may be bone dry but will hold very little water. Amendments with high water holding capacity are characterized by a combination of small particle size, easily wetted surfaces, and/or porous in structure.
An ideal biosolids amendment will have a range of particle sizes to provide the properties discussed above. This paper from Cornell discusses specific biosolids amendments
In summary, when designing any compost mix, the process engineer should evaluate for BMP compliance:
Often this results in at least a 1:1 or 1.5:1 ratio of woody biomass to dewatered biosolids (by wet weight).
Like mixing butter and flour, biosolids and a fluffy amendment are a challenge to blend into a semi-homogenous mix. Ideally the goal of mixing is to smear a thin coating of biosolids on every particle of amendment and to not leave any sludge balls. To come close to this type of mix with a reasonable amount effort requires a device that produces “mixing shear” (like two knives when cutting butter into flour). The available mixing devices all come with pros and cons and are addressed in general fashion below. But first a word about why we care about the homogeneity of a mix when composting biosolids.
A lumpy, non-homogenous mix will be characterized by uneven oxygen levels and energy generation rates. The center of a sludge ball will be anaerobic and generating odors and not stabilizing. A volume with only wood chips will be a cold spot with low heat generation and preferential airflow (cooling). Generally, process goals include getting the entire pile to pass PFRP (time/temperature) and not emitting problematic odors. Starting with a semi-homogenous mix is a big step in meeting these goals.
The most basic mixing device is a loader bucket. Loader buckets do a poor job of creating mixing shear forces; mixing with a bucket takes is slow and produces a lumpy mix.
A windrow turner can be used to effectively mix biosolids and amendments. This is typically done by building a layer cake, alternating amendment and biosolids, in the form of a windrow with a wheel loader. The windrow is turned 3-4 times. While this approach can work, it is hard to control the local mix ratio and it requires lots of machine time. If the active phase composting process takes place in a windrow, this approach can be sensible. But if after mixing the material must be scooped up and composted in a pile, it is an inefficient process.
Batch mixers offer the best control of mix ratios and homogeneity, especially when equipped with scales. They also provide an easy way to add water, which is often required when dry high nitrogen biosolids and/or dry low carbon amendments are in the mix. The main drawbacks with batch mixers are that they can pose either a point of constraint in terms of throughput or a large capital expense. There are two basic types of batch mixers: vertical augers and horizontal augers. The vertical auger type requires large horsepower drive (250 hp isn’t unusual in a 900 ft^3 mixer) and mixes in a very energetic fashion. The operator should be careful to avoid over mixing and thereby reducing the porosity. Horizontal auger mixers mix more slowly and gently. They have a somewhat lower throughput but also require less power and tend to last a lot longer.
Lastly, in-line mixers can mix biosolids. These have become less common, since require more consistent metering of uniform feedstocks. We have seen challenges with adopting sufficiently uniform amendment to enable this approach to work well. They also suffer from a very short residence time in the mixing volume, which can lead to inadequate mixing. We have seen mixes resembling chocolate swirl in vanilla ice cream.
Measuring the quality of a biosolids compost mix is done both in the field and at laboratory. Basic field testing on the mix should be fast and frequent and can give real-time feedback to operators. Lab tests take time, are generally carried out on tiny samples in a semi-homogenous mix and are relatively expensive. Lab tests on individual samples of biosolid and target amendments are a great idea when first designing a mix, then much less frequently thereafter to adjusting mix ratios to maintain desirable C/N ratios.
The two basic field tests are the 5 gallon bucket density test and the squeeze moisture test. These articles describe the two tests: density and squeeze. We recommend that operators conduct and record these tests a couple of times every day while creating the mix. This enables operators to adjust mix ratios on the fly to maintain target density and moisture levels. Also, in the event a facility has episodic odor or product quality issues, logging this information can be key to understanding what went wrong.
Facilities that are not located in forested areas, such as in the plains and dessert regions of the US, often struggle to source enough high carbon, low density, structurally resilient carbon amendment. Ground transport of woody biomass is often cost prohibitive. So, what is an operator to do?
The first step is to research the amendments that are locally available. Local sources tend to include tree trimming companies that operate in nearby towns, orchardists and farmers that might have a carbonaceous residue, C&D processors, and commercial paper shredders. When you find a promising source of amendment, send a sample for feedstock analysis at a local lab.
The next step is to test to see how far your mix can stray from optimal without ruining the process. If you can’t afford the risk of doing this at full-scale, consider testing mixes in a compost process lab or in pilot scale system. The kinds of measurements you’ll want to make to evaluate the process might include:
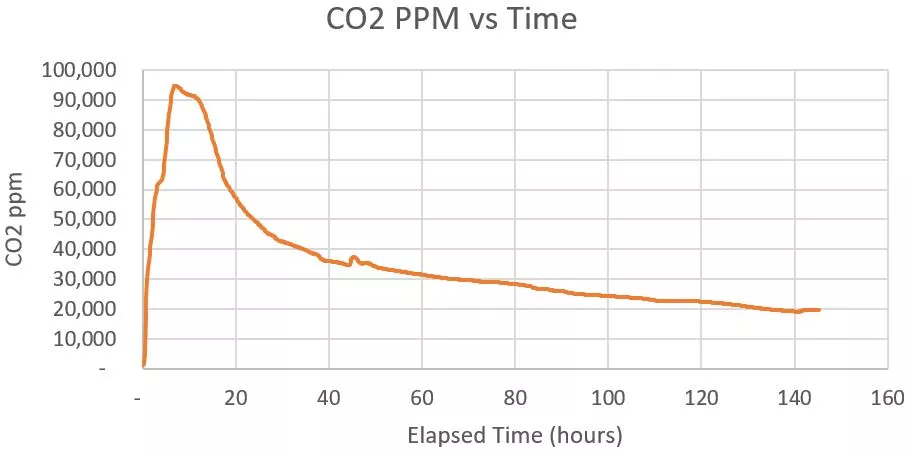
Biosolids composting must achieve PFRP along with sufficient stabilization to meet end-market goals. In our experience, a well amended biosolids mix rapidly heats up and achieves high levels of bio-oxidation in the initial several days. While the reactions slow, they continue as microbes continue to consume the starchier and more complex organic compounds. The graph below shows the CO2 production, an indicator of biological activity, and how the long tail shows continued reactions at a much lower rate than the initial burst. In addition, this time allows for ammonia to mineralize into ammonium further increasing the agronomic value of the final product. See our Nitrogen in Compost white paper for more detail.
The initial burst of activity can release tremendous heat, causing rapid increase in compost pile temperatures. This can especially be the case with treatment plans with shorter hydraulic retention, or plants that do not include anaerobic digestion – both which can leave behind more volatile solids. The design should match the aeration capacity with the high initial energy release to avoid overheating the pile. Overheating reduces the ability for oxygen to absorb into the film level and for the microbes to perform. In addition, overheating can contribute to significant odor issues, often from the formation of reduced sulfurs or other compounds.
Biosolids are unique from food waste or other compost feedstocks. We find that a two step process can work very effectively.
The primary composting step has two primary goals. First, it should include infrastructure to provide sufficient cooling. For an energetic feedstock, it often requires ~5-6 CFM of airflow per cubic yard (CFM/CY) of material to maintain <165°F temperatures. Check out the oxygen solubility table in our Forced Aeration white paper, which explains the importance of moderate temperatures.
The continuous and rapid microbial activity results in a rapidly changing variation for temperature demand. We find temperature feedback based controls work well for this application.
The second objective is to capture odors. Multiple technologies can work to minimize and further capture compost odors (example types of aerated static pile compost systems) Since well aerated biosolids compost systems tend to release ~80% of the odor in the first 2-weeks, it makes sense to focus odor-reducing tactics at this stage. Biofilters can scrub 90-95% of these odors. Deploying infrastructure such as vessels or reversing aeration at this critical timeframe can help deliver optimum value.
Note – for extreme cold weather climates, recirculating the process air can help expedite winter composting. While not required, it can be a valuable addition to the primary composting step.
The secondary step’s main goal is to allow the slower rate of bio-oxidation to continue and for the ammonia to mineralize into ammonium. Again, our nitrogen paper further describes this process. Much lower rates of aeration can suffice at this step, such as 1-2 CFM/CY. We commonly use positively aerated static piles or unaerated turned windrows. While the bio-oxidation rate is much slower than primary composting, allowing time for secondary is an important step in achieving a stabilized final product.
Biosolids composting facilities will vary widely, but generally include the same major components:
In addition, the sites typically include both stormwater and contact water management systems.
Dewatered biosolids and amendment tend to store well separately and produce minimal odor. This is in part due to negligible airflow moving through, non BMP properties, and cool temperatures. However, once mixed, the microbial reactions increase and odors begin forming. We recommend moving the mixed feedstock onto primary aeration within a few hours to minimize odors on site.
Primarily the storage time for each step with impact the footprint of each of these areas.
We see tremendous value in recovering resources through biosolids composting. It offers positive environmental impacts and is often one of the most cost-effective treatment options.
As we look to the future, a number of factors will shape our industry. How we manage PFAS, how do we generate effective and reasonable regulations, and how we value resource recovery as a society will all play a role in the future of composting.
